
2.3 Prediction of cylindricity of honing processing liner
The honing processing parameters are as follows: The reciprocating speed of honing head is 10 m/min, the rotating speed is 40 r/min, the top overrunning distance is 45 mm, and the bottom overrunning distance is 45 mm, the diameter of honed cylinder liner is 230 mm, and the height of the liner is 485 mm.
The reciprocating times of the rough and finish honing processing are 15 and 5 respectively and the honing pressure of the rough and finish honing processing are 7.2 × 105 Pa and 5.0 × 105 Pa respectively. The honing oilstones with a particle size of 60 are used during the rough honing processing, and the honing oilstones witha particle size of800 are used during the precision honing processing.
A standard oilstone with a size of 13 × 15 × 150 mm is selected. Arranging two standardoilstones up and down forms a honing oilstone group with a size of 13 × 15 × 300 mm. Six groups of oilstones are used for the honing processing.
The particle size of the honing oilstone used in the rough honing process is small, the honing pressure is large, and the material removal amountofthe processed surface is large.The particle size of the honing oilstone used in the finish honing process is large, and the honing pressure is small; the material removal amount of the processed surface is small.
Therefore, during the honing processing, the rough honing has a great effect on the cylindricity of the honing cylinder liner, and the finish honing processing mainly improves the surface roughness and hardly affects the cylindricity of the honing cylinder liner.
During the prediction of cylindricity, the effect of finish honing processing can be ignored. According to Eq. (10), the single cutting depth when the oilstone contacts the inner surface of the cylinder liner is 0.0011487 mm.
The honing trajectory is calculated by the proposed cylindricity prediction method. The calculated radii are fitted by the least square method which are shown in Fig. 5.
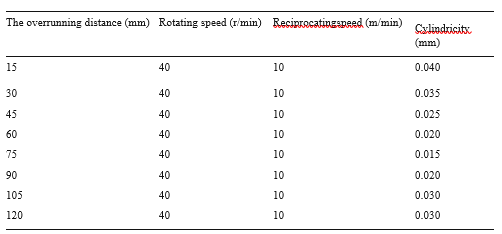
Table 1 The honing parameters and the cylindricity of honed cylinder liner |
The cylindricity of the cylinder liner calculated by the proposed method is 0.0204 mm. After honing the cylinder liner,
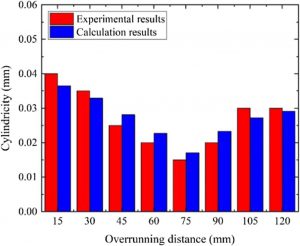
Fig. 11 Comparison between the experimental and calculation results
the cylinder liner is measured by the three-coordinate instrument (Fig. 6). The measured cylindricity is 0.025 mm. The cylindricity error between the predicted and measured results is 0.0046 mm.
2.4 Prediction of cylindricity of honing processing liner considering oilstone trajectory
The effect of honing trajectory density on the cylindricity of the honing cylinder liner is emphatically studied. The honing trajectory density is related to the length of the oilstone, the shape and size of the cylinder liner, and the top and bottom overrunning distance.
During the honing processing, there are several factors affecting the cutting depth of abrasive particles on the processed surface, such as the honing pressure, the material of oilstone abrasive particles, and the material characteristics of the cylinder liner.
When the top and bottom overrunning distance is large, the actual contact area between the oilstone and the honing surface changes greatly during the honing processing, which will cause the cutting depth at individual positions to become deeper and indirectly affect the overall cylindricity.
Combining the abovementioned factors related to the cylindricity of honing processing liner, the honing simulating of the inner wall of the cylinder liner is implemented. The flowchart of honing simulation is shown in Fig. 7.
The space trajectoryofhoningoilstone with various honing parameters is calculated, and combining the space trajectory of the honing oilstone with the geometric size of the honed cylinder liner to unfold the space trajectory of the honing oilstone to 2D trajectory in the Cartesian coordinate system, then discretizing 2D honing trajectory into independent coordinate points.
Unfolding the inner wall of the cylinder liner bore to a plane then discretizing its surface to a large number of smaller square units is done for subsequent calculations (Fig. 8). Each small square unit can independently represent the material removal rate of the unit when honing oilstone passing through the area.
When the oilstone position is determined in the plane, the cutting depth of material in the corresponding area can be calculated. The position of oilstone is determined at each honing step, and the corresponding cutting depth is obtained. The cylindricity of the honed cylinder liner bore can be calculated.
The oilstone trajectory is reconstructed by taking the above honing parameters. The center point on the oilstone surface represents the position of the oilstone. 3D and its corresponding unfolded trajectories of the honing oilstone are shown in Fig. 9.
Discretizing the inner wall of the cylinder liner into small squares of 1 × 1 mm, each square can independently represent the cutting depth in the area. According to the position of the honing oilstone on the inner wall surface of the cylinder liner, the actual contact area of the oilstone with the inner wall of the cylinder liner can be obtained.
Calculating the corresponding cutting depth and using different colors indicate the different cutting depth. The cutting depth of the inner wall of cylinder liner is shown in Fig. 10.
It can be seen from Fig. 10 that material removal rates at the top and bottom ends of the unfolded cylinder liner surface are lower along the height direction. Meanwhile, the material removal rate of the middle part is relatively high, and then the corresponding cylindricity can be calculated.
The honing processing experiment with different overrunning distances is conducted to validate the consistency of the calculation and experimental results.
After each honing process, the cylindricity of the cylinder liner is measured several times using the three-coordinate instrument. The honing parameters

Fig. 12 The honing machine
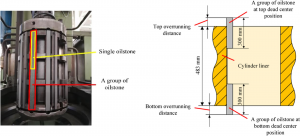
| Fig. 13 Oilstone arrangement and the relationship between oilstone and cylinder liner |
and the cylindricity of honed cylinder liner are shown in Table 1, and the comparison of the experimental and calculation results is shown in Fig. 11. It can be seen from Fig. 11 that the experimental results are highly consistent with the calculation results, and the error between them is within
0.0035 mm.
3 Honing processing experiment
In order to study the effect of various honing processing parameters on the quality of cylinder liner during the honing processing, the experiments are conducted to measure cylindricity of the cylinder liner with different honing processing parameters.
The crosshatch on the inner wall of the cylinder liner is processed by the honing oilstone attached to the honing head, which has been repeatedly ground by rough honing and finish honing processing.
Numerous continuous and uniform cross micro-grooves and plateau are formed; these grooves can enhance the oil storage capacity of the inner wall of the cylinder liner.
The processing quality of crosshatch is influenced by honing oilstone, honing pressure, reciprocating, and rotating speeds. Generally, the cylinder liner is a thinwalled workpiece; during the honing processing, thin-walled workpiece is easy to generate deformation that results in cylindricity error.
Fig. 14 Three-coordinate instrument for cylindricity measurement |
In order to raise the honing processing quality of the cylinder liner, it is necessary to improve and optimize the honing parameters in the current processing environment. The diesel engineliner ishoned using various processingparameters, and then the cylindricities of the honed cylinder liner are measured. The better honing parameters are obtained by comparison of experimental results.
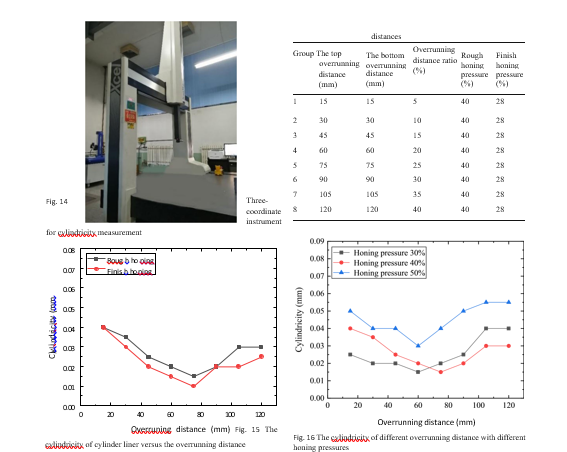
Fig. 14 Three-coordinate instrument for cylindricity measurement
Overrunning distance (mm)Overruning distance (mm) Fig. 15 The cylindricity of cylinder liner versus the overrunning distance
Fig. 16 The cylindricity of different overrunning distance with different honing pressures
3.1 Test rigs
The honing machine is shown in Fig. 12. The material of honing cylinder liner is special cast iron. The oilstone arrangement and the relationship between oilstone and cylinder liner are shown in Fig. 13. The Brown & Sharpe three-coordinate instrument is shown in Fig. 14, which is used to measure the inner surface of the processed cylinder liner to obtain the cylindricity error.
3.2 The effect of overrunning distance and honing pressure on cylindricity
3.2.1 The effect of overrunning distance on the cylindricity
The top and bottom overrunning distances have a great influence on the cylindricity during the honing processing. The control variable method is used to determine the top and bottom overrunning distances. SiC oilstone is used during the honing processing.
The oilstones with a particle size of 60 are used for the rough honing processing, and SiC oilstones with particle size of 800 are used for the finish honing processing.
The top and bottom overrunning distances are selected as the independent variables, the rough honing pressure accounts for 40% of the total pressure of the honing machine, the finish honing pressure accounts for 28% of the total pressure of the honing machine, the reciprocating speed of honing head is 10 m/min, and the rotating speed of honing head is 40 r/min.Eight group valuesare chosen for the top and bottom overrunning distances.
The specific honing processing parameter settings are shown in Table 2. Eight honing processes are performed, which include rough and finish honing. The cylindricities of the honed cylinder liner are measured by the three-coordinate instrument. The measurement results are shown in Fig. 15.
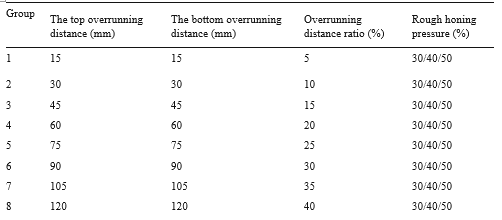
Table 3 The top and bottom overrunning distances and honing pressure parameter setting |
It can be seen from Fig. 15 that the cylindricity of honed cylinder liner is closely related to the overrunning distance. When the top and bottom overrunning distances are 75 mm, i.e., the overrunning distance is 25% of the oilstone length, the cylindricity of honed cylinder liner is the smallest.
The material removal amount is large during the rough honing process and the rough honing is the main stage which determines the cylindricity of the honed cylinder liner.
The material removal amount is extremely small during the finish honing process, which has little effect on the cylindricity. Therefore, the effect of finish honing on cylindricity is ignored in the subsequent experiments.
3.2.2 The effect of honing pressure on cylindricity
During the honing processing, the honing pressure directly affects the material removal rate of the processed surface of the cylinder liner and indirectly affects the cylindricity of the cylinder liner.
During complete honing processing, the particle size of the oilstone that used in the rough honing processing is small, and the honing pressure is large, which has a much greater impact on the cylindricity of cylinder liner than the finish honing processing.
SiC oilstone with a particle size of 60 is used for the rough honing. The reciprocating speed of honing head is 10 m/min, and the rotating speed of honing head is 40 r/min. Eight group values are uniformly selected for the top and bottom overrunning distances, and different honing pressures are used to process the cylinder liner.
The corresponding honing processing parameters are shown in Table 3. Three different honing pressures are chosen during the processing, and 24 honing processes are performed.
The cylindricities of honed cylinder liner are measured by threecoordinate instrument, and the cylindricities with different honing pressures are shown in Fig. 16.
It can be seen from Fig. 16, the cylindricities with the honing pressures of 30% and 40% are obviously smaller than that of 50%. When the overrunning distances are within 15– 68 mm, the cylindricity becomes larger with the increase of the honing pressure.
But when overrunning distances are within 68–120 mm, the cylindricity with the honing pressure of 40% is smaller than that of 30%. When the honing pressure is given, the cylindricity of the cylinder liner mainly changes with the change of the overrunning distance.
And when the overrunning distance is 60 or 75 mm, i.e., the overrunning distance is 20% or 25% of the length of the oilstone, the cylindricity of the honed cylinder liner is the smallest.
4. Conclusions
The prediction model of cylindricity of cylinder liner is established, and the effect of honing parameters such as the overrunning distances and honing pressure on the cylindricity of honed cylinder liner is studied.
The position of the oilstone is presented by the center point of the oilstone, and then the spatial trajectory of the honing oilstone is reconstructed.
The material removal rate is calculated according to the real-time position of the oilstone during the processing, and the cutting depth is calculated by continuously determining the position of the oilstone. The cylindricity of the honed cylinder liner is predicted by the proposed model.
The rough and finish honing process are implemented using the control variable method of honing parameters on NURTINGEN HONING MACHINE
(clamping pressure: 2–50bar), and the cylindricityofthe inner surface of the honed cylinder liner is measured.
Read More
- Types of cylinder liner
- Wet cylinder liner Install
- Cylinder liner
- Installing Cylinder Liners
- Liner Failure Analysis and key points for how to work and repair the liner failure
- Products (types of diesel and petrol cylinder liner)
- What Is Cylinder Liner? | Material for Cylinder Liner | Function of Cylinder Liner | Types of Cylinder Liner
- How do I know When to Replace the Cylinder Liner?
- What is a cylinder liner?
- Investigation on the effect of honing parameters on cylindricity of engine cylinder liner
- What is a cylinder liner? Types of cylinder liners In gasoline and diesel engines
- What is a cylinder liner and the introduction of all types of cylinder liners in Gasoline and Diesel engines